
Air Pollution
FLY ASH COLLECTION SYSTEM
Most factories are equipped with biomass fired boilers using coal, rice husk, bagasse, etc. Huge quantity of burnt biomass and partially unburnt Fly Ash is generated in boilers which escapes in the flue gases into the air. The quantity of the flue gas emission has to comply with the norms of the Pollution Control Boards. Recently, several cases have come to light wherein factories in India had to shut down due to the problems caused by excessive fly ash escaping from boilers and due to stringent Government enforcement. The impact of this pollution causes significant damage to the environment and is quite detrimental to the health of human beings.
 In view of availability of in-house design & engineering expertise and fabrication facilities, we undertake turnkey projects from concept to commissioning to achieve the desired objectives
In view of availability of in-house design & engineering expertise and fabrication facilities, we undertake turnkey projects from concept to commissioning to achieve the desired objectives
We have designed and supplied efficient Fly Ash Arrestors, Venturi Scrubber Cyclonic type wet Dust Collector which effectively arrests 97% to 99% of particles and brings down the final exhaust emission level not exceeding 100 mg/Nm3 as our performance parameter which is significantly below the norms stipulated by the Pollution Control Boards.
Typically, Venturi Scrubbers are applied where it is necessary to obtain high collection efficiencies for fine particulate matter. Thus, they are applicable to controlling emission sources with high concentrations of sub micron particulate matter. The venturi throat is set to operate at desired pressure drop for highest collection efficiency. Scrubbed gases then make a 90 degree turn and enter a cyclonic scrubber where separation of the gases and free liquid droplets takes place. The slurry is discharged through the bottom and dewatered scrubbed gases are exhausted vertically via the top outlet.
Our Fly Ash Collector, is installed before or after the ID fan of the system for exposing cent per cent flue gas. The unit can be conveniently installed in the existing system with minor changes in ID fan ducting to achieve and maintain an absolutely clean and pollution-free environment in and around the factory. This system is EFFECTIVELY used for COAL DUST FROM CRUSHER HOUSE, LIME DUST, SUGAR DUST, CARBON BLACK FLUE GAS FROM ROTARY KILNS, TORCH CUTTING FUMES, INDUCTION FURNACES, STEEL RE- ROLLING MILLS, CUPOLA FURNACE, SPONGE IRON PLANTS, ALUMINIUM CHLORIDE DUST & VAPOURS, CEMENT KILN, CHLORINE, HCL, ZINC OXIDE DUST, MINERAL, PIGMENT, WAX, SILICA, RESIN DUST & AMMONIA SCRUBBING.
Performance Guarantee
• Collection of 97% to 99 % ash particles.• Exhaust Emission level in range of 50 - 100 mg / Nm
RECOVERY SYSTEMS FOR PROCESS INDUSTRIES WITH QUICK PAYBACK
ADVANTAGES OF OUR VENTURI SCRUBBER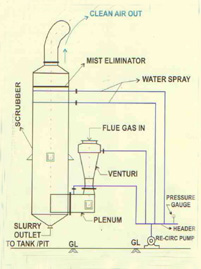
Schematic Of Wet Type Fly
Ash Collector
Ash Collector

Ash Collection & Filtration
- Can be operated with variableflow conditions
- Compact size
- No moving parts
- Emission control is veryconsistent
- Flexible on flue gas temperature & Moisture content
- Can handle mists
- Trouble free operation
- Has an ability to remove So2
- Can collect sub-micron as well as coarse particles
- Higher efficiency than conventional designs
- Tolerates very high dust loading
- Simple in design and easy to install
- Collection efficiency can be varied
- Recurring costs are nil (No parts need replacement)
- Collection and disposal of dust is easy because the dust collected is wet and cool
- Superior design removes all mist from gas resulting in almost zero carryover
- Can handle flammable and explosive dusts with little risk
- No requirement of conveying as the ash is in the form of slurry and easily flows by gravity
- Power consumed as per the requirement of efficiency
- Low pressure drop implies energy saving
---o0o---